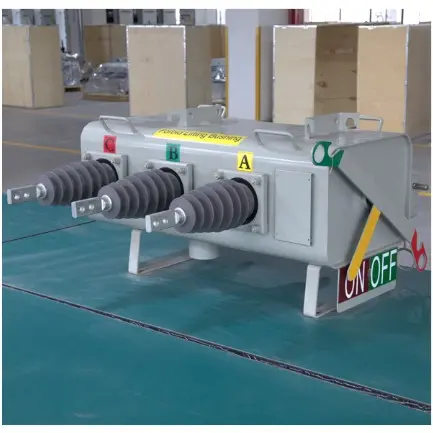

1. Quels défis extrêmes le système de joints de l'IEE-Business 33kV LBS en Tanzanie doit-il affronter ?
Ce rapport fournit des contre-mesures techniques approfondies pour les pannes fréquentes des systèmes de joints d'interrupteurs à disjoncteur de charge (LBS) SF6 dans le réseau de distribution 33kV en Tanzanie. Sur la base des données de terrain provenant de Dar es Salaam (côte) et Dodoma (semi-aride), les principaux facteurs de défaillance sont la dégradation accélérée des joints toriques et la corrosion électrochimique. Selon les statistiques opérationnelles de notre équipe en Afrique de l'Est de 2019 à 2025, les fuites au niveau de l'arbre d'entraînement et de la soupape de sécurité (PRV) représentent environ 85% des pannes. Nous établissons une base de fiabilité par le biais de tests comparatifs de matériaux classés -40°C et recommandons une mise à niveau vers l'EPDM (priorité) pour assurer une durée de service supérieure à 25 ans dans des environnements tropicaux extrêmes.
[Avis de déclassement en altitude] Dans les zones de haute altitude comme Dodoma (altitude >1000m), la pression atmosphérique réduite augmente la différence de pression absolue à travers l'enveloppe, imposant un stress mécanique plus élevé sur le système de joints. Conformément aux facteurs de correction d'altitude dans IEC 62271-1:2017 chapitre 6.2.3, la résistance à l'isolement externe diminue d'environ 10% pour chaque élévation de 1000m, avec une augmentation de la différence de pression sur la face du joint de 10 à 12%. Pour la sélection des sites en altitude, il est recommandé d'augmenter la marge de conception de la compression du joint de 15-20% standard à 20-25% pour compenser le stress supplémentaire dans les environnements de basse pression.
2. Comment gérer les fuites de SF6 en cas d'urgence ?
[Avertissement de sécurité] Des sous-produits de décomposition toxiques (par exemple, HF, SO₂) peuvent être présents sur les sites de fuite de SF6. Selon IEC62271-4:2022 chapitre 7.3, directives de sécurité pour la manipulation du SF6, les opérateurs doivent porter des masques à gaz et des gants de protection. Il est strictement interdit de respirer directement le gaz fuyant dans des zones non ventilées. Lorsqu'un LBS de ligne 33kV déclenche une alarme de basse pression (baisse de la densité de SF6), exécutez la liste de contrôle suivante :
Liste d'actions de réponse d'urgence
[ ] Étape 1 — Isolation de sécurité : Isolez immédiatement le LBS défectueux via un by-pass ou un disjoncteur amont pour empêcher les explosions d'arc internes causées par une coupure forcée de charge sous un milieu d'extinction insuffisant.
[ ] Étape 2 — Détection ciblée des fuites (Détections de fuite / Méthode des bulles de savon)
[ ] Étape 3 — Test des sous-produits de décomposition (SO₂/HF) : Utilisez un analyseur de gaz. Des niveaux élevés de SO₂ confirment que l'humidité atmosphérique a pénétré l'enveloppe à travers des joints défectueux (Référence :).
[ ] Étape 4 — Vérification des données : Comparez les lectures des jauges électroniquement compensées (par exemple, WIKA GD-200 ou Qualitrol density relay) avec la température ambiante pour confirmer s'il s'agit d'une "vraie fuite" ou d'une "fluctuation de température".
[ ] Étape 5 — Scellement temporaire (en cas d'urgence uniquement) : Pour les fuites mineures sur les faces de bride, appliquez un scellant spécial fluorosilicone classé pour -50°C à +150°C comme renforcement temporaire.
[Restrictions d'utilisation du scellant temporaire]
3. Pourquoi les joints toriques en NBR accélèrent-ils la défaillance dans des conditions de pulvérisation saline ? Facteur environnemental Impact sur le système de joint Consensus technique Fortes expositions aux UV et contraintes thermiques Provoque la photo-oxydation des joints toriques en caoutchouc Nitrile Butadiène (NBR) standard. Dans les régions équatoriales, la perte d'élasticité du NBR est significativement plus rapide qu'en zone tempérée (les échantillons de vieillissement sur le terrain montrent une augmentation de la dureté et des taux de dégradation de la résistance à la traction qui sont 1,3 à 1,5 fois plus élevés). Brume salée côtière (C5-M) Provoque des piqures électrochimiques dans les rainures de joints en acier inoxydable ou en aluminium. La "corrosion de crevasse" dans les rainures de joints détruit la surface de scellement du joint torique, causant des fuites irréversibles. Températures/humidité extrêmes (28-35°C / HR 80-95%) Accélère l'hydrolyse du caoutchouc et les taux de corrosion des métaux. Les sites côtiers de Dar es Salaam ont en moyenne un taux d'humidité relative de 87 %. IEC 62271-1:2017 limite les conditions normales avec une moyenne sur 24 heures d'HR à 95 %, avec une pression de vapeur d'eau ≤ 2,2 kPa. La pression de vapeur réelle pendant les saisons humides à Dar es Salaam (environ 2,5 à 3,8 kPa) dépasse systématiquement cette limite, classant ainsi la région comme une "Condition de Service Spéciale" nécessitant une protection renforcée. Pénétration d'humidité (hydrolyse) Favorise l'hydrolyse du SF6, produisant des composés acides tels que le fluorure d'hydrogène (HF). Le HF corrode les surfaces internes des isolateurs, réduisant la distance spécifique de glissement. 4. Comment concevoir une solution d'étanchéité conforme aux normes IEC 62271?
Conformément aux exigences de la IEC 62271-1:2017 chapitres 6.2 à 6.3 pour la conception des compartiments remplis de gaz et les classes de pression, la solution d'amélioration suivante est recommandée:
4.1 Quels avantages l'EPDM offre-t-il par rapport au NBR et au HNBR?
L'EPDM de haute qualité répond simultanément aux doubles critères d'élasticité à basse température (-40℃) et de faible compression permanente à haute température (100℃). Cela reflète un réseau de liaisons moléculaires de haute qualité, servant de garantie solide pour une étanchéité à long terme de 25 ans.
Note sur le test à -40℃: Cette cote de basse température suit la IEC 62271-1:2017 chapitre4.3 classification climatique universelle pour les équipements extérieurs (Classe -40℃), une base de conception standard pour les appareils de commutation extérieurs, et non la température minimale locale en Tanzanie (~10–15℃). Les matériaux passant ce test extrême possèdent une excellente flexibilité de chaîne moléculaire et des performances de liaison stables, atteignant un taux de compression permanente inférieur dans des conditions de haute température.
Note sur la compatibilité avec le gaz SF6: L'EPDM présente une bonne tolérance au gaz SF6. La compatibilité avec les sous-produits de décomposition (SO₂, HF) nécessite une évaluation au cas par cas. Selon le CIGRE Technical Brochure 838 (2021) — Gestion du gaz SF6 dans les équipements à haute tension et la norme ASTM D471 (conditions de test : milieu SF6, 23°C, immersion de 5000h), le changement de volume typique de l'EPDM est de 3 à 5%, surpassant le NBR (8 à 12%).
Références de cas (comparaison multipartite):
Tableau de comparaison des performances des matériaux de joint
Dimension de performance NBR standard NBR hydrogéné (HNBR) EPDM (Priorité) Viton/FKM Compatibilité avec le gaz SF6 (ASTM D471) Bon (changement de volume 8-12 %) Bon (changement de volume 5-8 %) Bon-Excellent (changement de volume 3-5 %) Excellent (changement de volume < 2 %) Limite de fragilité à basse température (-40℃) Très sujet à la fissuration (durcissement) Bon (point de fragilité ~-35℃) Conserve une excellente élasticité (<-50℃) Bon (point de fragilité ~-30℃) Vieillissement à haute température tropicale (50℃+) Sujet au vieillissement, déformation permanente Bon Excellent (chaînes chimiques stables) Excellent Résistance aux UV/aux ozone Mauvaise (fissures en 1-2 ans) Modérée Excellente (dosage saturé) Excellente Adaptation à l'environnement tanzanien ❌ Non recommandé ⚠️ Utiliser avec précaution en zone côtière ✅ Meilleure recommandation ⚠️ Coût élevé / Solution de secours
Pourquoi pas le Viton/FKM ? Le Viton/FKM offre une compatibilité optimale avec le SF6 et une résistance élevée aux températures, mais les coûts de ce matériau sont 4 à 6 fois plus élevés que ceux du EPDM, avec une chaîne d'approvisionnement instable en Afrique de l'Est et des délais de livraison longs (généralement 12 à 16 semaines). En considérant les coûts totaux sur le cycle de vie et la disponibilité des pièces de rechange, le EPDM est le choix optimal en termes de rapport coût-performance pour cette application. Le Viton/FKM peut servir de solution de secours pour des scénarios à forte demande spéciale.
4.2 Comment choisir une solution de surveillance compensée en température ? Solution Principe de fonctionnement Précision et fiabilité Évaluation technique Compensation bimétallique traditionnelle Compensation physique mécanique Faible (±5% FS) Peine à éliminer les fausses alertes dues aux fluctuations importantes de température. Compensation électronique par microprocesseur Capteur + correction algorithmique Élevée (±1% FS) Données fiables, réduit efficacement la charge de travail d'inspection. Surveillance numérique intelligente (version 2026) Densité en temps réel + prédiction de tendance Précision de densité ±0,5% FS ; Sensibilité de pente de fuite 0,05%/mois Permet une maintenance prédictive. Intégration recommandée via le protocole IEC 61850. 4.3 Pourquoi adopter un design à double joint et une protection anti-corrosion C5-M ?
Un design à double joint primaire/secondaire est adopté. Le joint primaire (EPDM) maintient la pression interne, tandis que le joint secondaire (anneau de poussière) bloque l'ingression des ions de sel et de l'humidité extérieure. Un orifice de détection de fuite/crain de ventilation est recommandé entre les deux joints, permettant au personnel de maintenance d'injecter un gaz de détection de fuite ou de connecter un détecteur pour identifier précocement une défaillance du joint primaire, évitant ainsi une chute soudaine de pression.
Le design à double joint fait référence aux exigences du chapitre 6.104 du IEC 62271-200:2021 concernant les systèmes de joints des compartiments de gaz, et aux meilleures pratiques du CIGRE TB 838 sur "les barrières multiples de joints pour réduire le risque de fuite".
4.4 Quelles normes doivent être respectées par le revêtement anti-corrosion ?
Les boîtiers et les brides nécessitent un revêtement en poudre époxyde de grade C5-M. Selon le ISO 12944-5:2019 Table A.2, l'épaisseur totale de revêtement recommandée pour les environnements C5-M est de 280 à 440 µm, avec un objectif de conception de projet de 320 µm (dans la plage recommandée). [Avertissement] Les surfaces de usinage des rainures de joint doivent être strictement masquées lors du revêtement. Il est recommandé d'utiliser de l'acier inoxydable ou un traitement de passivation. La rugosité de surface des rainures de joint doit être inférieure à Ra < 0,8 µm pour assurer l'intégrité microscopique du contact.
5. Comment vérifier la fiabilité du système de joint amélioré ?
Référence de cas : Plusieurs fabricants adoptent des chemins de validation identiques dans leurs rapports de tests de type pour des conditions similaires de côtes tropicales. Les séries 33 kV de Rockwill, le projet ABB Kenya Mombasa et le projet Siemens Mozambique EDM livrent tous à un standard de durée de vie de conception de 25 ans.
6. Analyse du coût total de possession (TCO) Dimension des coûts Solution NBR (cycle de remplacement de 3 à 5 ans) Solution de mise à niveau EPDM (durée de conception de 25 ans) Remplacements de joints (25 ans) 5 à 8 fois 0 à 1 fois Coût de maintenance pour une panne unique 800 à 1 200 $/unité (y compris main-d'œuvre, grue, temps d'arrêt) Identique (mais la fréquence est considérablement réduite) Coût cumulatif de maintenance sur 25 ans 4 000 à 9 600 $/unité 800 à 1 200 $/unité Coût de rechargement en gaz SF6 200 à 400 $ par remplissage (y compris récupération du gaz) Négligeable Pertes dues aux pannes imprévues Fréquentes (impact de 2 à 4 heures sur l'alimentation par événement) Extrêmement faible
[Référence pour la décision d'achat] Le coût unitaire de l'anneau en EPDM est d'environ 30 à 50% plus élevé que celui du NBR, mais les économies de maintenance, les pertes d'exploitation évitées et les coûts de réapprovisionnement en gaz éliminés sur un cycle de vie de 25 ans dépassent largement le supplément initial de matériau. Pour des déploiements à grande échelle comme TANESCO, le retour sur investissement (ROI) de la mise à niveau en bloc est généralement récupéré dans un délai de 2 à 3 ans.
7. Questions fréquemment posées (FAQ)
Q1 : Pourquoi insister sur les tests de matériaux classés -40°C dans les régions tropicales ?
A1 : Cette classification de température basse suit la IEC 62271-1:2017 chapitre 4.3, classification climatique universelle pour les équipements extérieurs (Classe -40℃), qui est une base de conception standard, et non le minimum local de Tanzanie (environ 10-15℃). Le fait que l'EPDM passe le test de fragilité à -40℃ démontre une flexibilité supérieure de la chaîne moléculaire et une qualité de réticulation, ce qui se traduit par des taux de compression inférieurs (selon ASTM D395 Méthode B à 100℃×70h) dans des conditions de haute température. Ainsi, les tests à -40℃ sont un écran de durabilité rigoureux qui garantit une performance de scellement à long terme dans les environnements tropicaux.
Q2 : Pourquoi le joint du LBS 33kV échoue-t-il plus rapidement à Dodoma qu'à Dar es Salaam ?
A2 : Dans les régions de haute altitude comme Dodoma (supérieur à 1000m), la pression atmosphérique plus faible augmente la différence de pression absolue à travers les joints. Selon l'IEC 62271-1, cela augmente la contrainte mécanique de 10 à 12%, accélérant les micro-fuites si la compression du joint n'est pas augmentée de 20 à 25%.
Q3 : Le scellant fluorosilicone est-il une solution permanente pour les fuites de SF6 en Tanzanie ?
A3 : Non. Le fluorosilicone est une mesure d'urgence uniquement. Bien qu'il résiste aux produits de décomposition du SF6 (HF, SO2), il doit être remplacé par des joints en EPDM de haute qualité dans un délai de 72 heures pour assurer l'intégrité à long terme et la conformité avec IEC 62271-4:2022.
Q4 : Les LBS scellés au NBR existants peuvent-ils être directement mis à niveau vers l'EPDM ?
A4 : Oui. À condition que les dimensions de la gorge de joint soient conformes aux tolérances de la ISO 3601 (dimensions des joints toriques et des logements), le remplacement du boîtier n'est généralement pas nécessaire. Il suffit d'acheter des joints toriques en EPDM de section transversale correspondante et un lubrifiant silicone dédié pour terminer la rétrofit pendant une interruption de courant planifiée. Le coût de la rétrofit représente environ 15 à 20% du prix d'un équipement neuf.
Q5 : Pourquoi l'EPDM est-il préféré au NBR pour les LBS SF6 dans les régions côtières de Tanzanie ?
A5 : Les UV intenses et les hautes températures équatoriales provoquent une photo-oxydation rapide et une perte d'élasticité des joints toriques en NBR standard. L'EPDM offre une meilleure résistance à la chaleur et à la corrosion par le spray salin, prolongeant les intervalles de maintenance de 3 ans à plus de 25 ans dans les environnements de haute corrosion C5-M.
Q6 : Les joints en Viton (FKM) peuvent-ils être utilisés pour la réparation des LBS 33kV en Afrique de l'Est ?
A6 : Bien que le FKM offre une résistance chimique plus forte, l'EPDM reste la priorité recommandée pour la Tanzanie. Il offre une excellente flexibilité à basse température (certifié jusqu'à -40℃), et pour les services publics locaux comme TANESCO, il fournit une stabilité de la chaîne d'approvisionnement et une rentabilité significativement meilleures.
Équipe technique: Équipe technique IEE-Business
Normes de référence & lectures supplémentaires